


- Agricultura
- Industrie alimentara
- Automotive
- Aeronautica, transport aerian
- Celuloza si hartie
- Chimie si petrochimie
- Constructii de masini
- Farmaceutica, cosmetica
- Electronica, electrotehnica
- Industrie textila
- Invatamant si cercetare
- Instalatii de ridicat
- Mase plastice, cauciuc
- Materiale constructii
- Medicina, laboratoare
- Petrol si gaze
- Industria lemnului, mobila
- Publicitate
- Reciclare deseuri
- Tehnologia informatiei
- Transport
- Entertainment, sport
- Constructii navale
- Cai ferate
- Bunuri larg consum
- Utilitati
- Altele
- Industrie extractiva
Tema aplicatiei
Aplicatia prezenta isi propune sa detecteze defectul constand in imbinarea prin cusatura al materialului utilizat pentru fabricatia centurilor de siguranta.
Solutia tehnica si echipamentul utilizat
Instalatia utilizata in cadrul testelor este compusa din:
a) Camera inspectie Vision – FQ-S25050F
b) Touchfinder – FQ-D31
c) Timer – H5CX-A11SD-N

Camera va primi semnal de masurare (trigger), iar imaginea obtinuta in urma masurarii va fi prelucrata in controller-ul integrat al camerei. Controller-ul integrat va rula algoritmul de masurare definit de catre utilizator / programator cu ajutorul touchfinder-ului, sau, optional, cu ajutorul unui PC/laptop pe care ar rula un software dedicat (TouchFinder for PC).
Semnalul de trigger poate fi comandat din timer.
Rezultatul masurarii poate fi transmis echipamentelor aflate in aval prin intermediul cablului de date.
PIESA CA OBIECT AL INSPECTIEI VISION SI DESCRIEREA APLICATIEI
Obiectul inspectiei vizuale este constituit din material pentru confectionarea centurilor de siguranta in domeniul auto si nu numai. Acesta este prezentat in figura de mai jos:
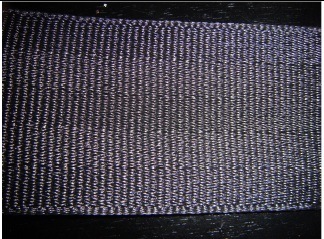
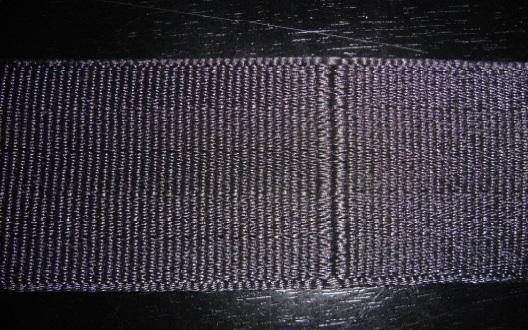
Fig.2 Obiectul inspectiei vizuale – material conform
In Fig.2 este prezentata cureaua in configuratia corecta. Materialul este lipsit de defectul cusaturii de imbinare. Figura urmatoare va prezenta defectul ce trebuie sa fie detectat.
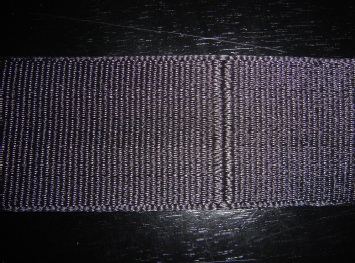
Fig.3 Obiectul inspectiei vizuale – material cu defect
In Fig.3 este prezentat defectul evident ce rezulta din imbinarea prin cusatura a doua bucati de material. Acest material nu este conform, iar defectul trebuie detectat.
Aplicatia a fost proiectata in ipoteza conform careia materialul se afla in continua miscare pe banda, miscarea de translatie avand viteza considerata constanta de 20 m/min.
Din acest considerent s-a optat pentru un sistem cu camera pozitionata deasupra obiectului in miscare, perpendicular fata de banda transportoare, la o distanta de 210 mm. In aceste conditii, la distanta camera-obiect de 210 mm, se obtine un camp vizual (Field of vision) de cca 53 mm.
Considerand calculul din care rezulta ca materialul se misca cu viteza de 333 mm/s, rezulta ca sunt necesare 7 semnale de masura (trigger) pe secunda. Aceste semnale sunt generate automat din timer.
Inspectia propriu-zisa utilizeaza un singur criteriu de masura, acela de Search. Defectul in cauza este foarte simplu de cautat si de detectat, prin faptul ca acea cusatura prezinta elemente particulare fata de restul materialului.
O constrangere la nivel de timp de calcul a impus ca optim reducerea numarului de linii din imaginea preluata de camera. Astfel, nu este eficient a cauta defectul pe toata latimea curelei, ci, daca exista o cusatura, evident, ea va exista in mod sigur in centru:
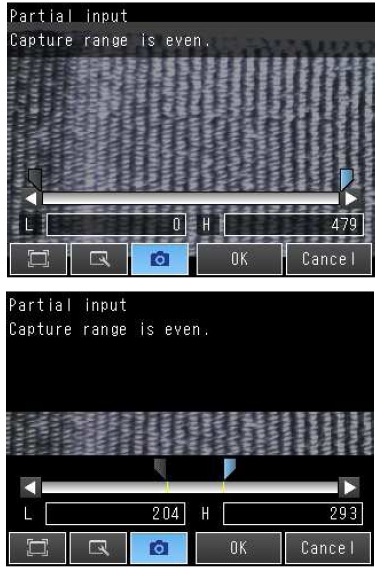
Fig.4 Micsorarea zonei de detectie – scaderea timpului de calcul
Rezultatele inspectiei sunt prezentate mai jos:

Fig.5 Rezultatele testelor
In Fig. 5 se prezinta rezultatele masuratorilor. In partea dreapta se vede clar ca materialul este conform, desi zone asemanatoare grafic cu defectul se identifica, dar cu un nivel de corelatie extrem de scazut fata de modelul defectului cautat (corelatie 0-15 pe o scara 0-100). Cand insa se identifica o zona aproximativ identica cu modelul cautat (corelatie de peste 40) rezultatul este NG, iar semnalul de NG poate fi preluat pe cale electrica in diverse scopuri.
Domenii de aplicare
Industria automotive
Concluzie
Avand in vedere rezultatele inspectiei, sistemul OMRON TouchFinder-Camera FQ prezentat se prezinta mai mult decat apt si potrivit pentru detectia cusaturii materialului supus la teste.
- Climatizare, ventilatie
- Ambalare
- Asamblare, roboti
- Infasurare, desfasurare
- Control dimensional
- Control proces
- Control temperatura
- Etichetare
- Galvanizare
- Imbuteliere
- Inspectie vizuala
- Presare
- Injectie, matrite
- Malaxare, dozare
- Cuptoare si tratament termic
- Monitorizare wireless
- Pompare, ventilare
- Platforme testare
- Presare
- Sincronizare axe
- Spalare
- Taiere la lungime
- Conveioare si transport material
- Instalatii de ridicat
- Urmarire productie
- Contorizare productie
- Citire cod de bare si 2D
- Automatizari diverse
- Linii fabricatie
- Tratare apa
- Sisteme automatizare
- Actionari electrice
- Senzori
- Traductoare si detectoare
- Componente safety Omron
- Componente control
- Componente comutatie
- Dispozitive semnalizare
- Componente safety Pilz
- Interfete de automatizare
- Dataloggere
- Inregistratoare
- Rezistente de franare
- Sisteme de distributie
- Echipamente de retelistica industriala
- Analizoare si contoare energie
- Termometre in infrarosu
- Tablouri electrice
















